Le bombardement s'applique lorsqu'aucun remplissage interne direct de gaz n'est possible. Les composants scellés restent dans une chambre à pression d'hélium pendant une durée prédéterminée. Le temps de bombardement, la pression et le temps de séjour influencent directement la sensibilité. Un contrôle inadéquat peut conduire à des résultats incohérents, c'est pourquoi la meilleure pratique consiste à normaliser ces valeurs pour tous les lots.
Après le bombardement, les opérateurs doivent éliminer l'hélium de surface par un rinçage à l'azote ou un séchage contrôlé. Cette étape empêche l'hélium sorbé de produire des signaux de fond sur le détecteur. Une fois nettoyées, les pièces sont placées dans l'enceinte de test pour être mesurées. Les ingénieurs enregistrent le taux de fuite indiqué et le temps écoulé entre le bombardement et le test, qui influencent le calcul du taux de fuite réel.
La norme fournit l'équation :
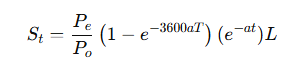
Cette relation garantit que le taux de fuite réel calculé reste prudent, en intégrant un facteur de sécurité pour les composants critiques.
Lorsque le dispositif peut être rempli d'hélium avant d'être scellé, la méthode B fournit un flux de travail plus direct. La pièce est remplie à une pression connue, scellée et testée dans les mêmes conditions que la méthode A. Comme il n'y a pas de bombardement, le calcul supprime la première parenthèse de l'équation précédente :
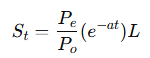
La pression interne étant connue, la méthode B permet souvent un contrôle de qualité plus strict et des temps de cycle plus courts.