Il bombardamento si applica quando non è possibile un riempimento interno diretto con il gas. I componenti sigillati rimangono in una camera a pressione di elio per una durata predeterminata. Il tempo di bombardamento, la pressione e il tempo di permanenza influenzano direttamente la sensibilità. Un controllo inadeguato può portare a risultati incoerenti, pertanto la prassi migliore prevede la standardizzazione di questi valori tra i vari lotti.
Dopo il bombardamento, gli operatori devono rimuovere l'elio di superficie mediante lavaggio con azoto o asciugatura controllata. Questa fase impedisce all'elio assorbito di produrre segnali di fondo sul rivelatore. Una volta pulite, le parti vengono collocate nella camera di prova per la misurazione. Gli ingegneri registrano il tasso di perdita indicato e il tempo trascorso tra il bombardamento e il test, che influenzano il calcolo del tasso di perdita effettivo.
Lo standard fornisce l'equazione:
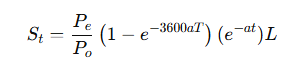
Questa relazione assicura che il tasso di perdita effettivo calcolato rimanga conservativo, incorporando un fattore di sicurezza incorporato per i componenti critici.
Quando il dispositivo può essere riempito di elio prima della sigillatura, il metodo B offre un flusso di lavoro più diretto. Il pezzo viene riempito a una pressione nota, sigillato e testato nelle stesse condizioni di inside-out del metodo A. Poiché non si verifica alcun bombardamento, il calcolo elimina la prima parentesi dell'equazione precedente:
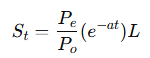
Poiché la pressione interna è nota, il Metodo B spesso supporta un controllo di qualità più rigoroso e tempi di ciclo più rapidi.