Բոմբինգը կիրառվում է այն դեպքում, երբ հնարավոր չէ գազը անմիջապես ներսից լցնել։ Հերմետիկացված բաղադրիչները գտնվում են հելիումային ճնշման պալատում նախորոշված ժամանակահատվածի ընթացքում։ Բոմբինգի տևողությունը, ճնշումը և մնալու ժամանակը ուղղակիորեն ազդում են զգայունության վրա։ Բավարար վերահսկողության բացակայությունը կարող է հանգեցնել անհամապատասխան արդյունքների, ուստի լավագույն պրակտիկան ենթադրում է այս արժեքների ստանդարտացում խմբաքանակների միջև։.
Բոմբավորումից հետո օպերատորները պետք է հեռացնեն մակերեսային հելիումը ազոտային լվացման կամ վերահսկվող չորացման միջոցով։ Այս քայլը թույլ չի տալիս, որ ներծծված հելիումը դետեկտորում առաջացնի ֆոնային ազդանշաններ։ Մաքրվելուց հետո մասերը տեղադրվում են փորձարկման տուփում չափման համար։ Ինժեներները գրանցում են ցուցադրված արտահոսքի արագությունը և բոմբավորման ու փորձարկման միջև անցած ժամանակը, որոնք ազդում են իրական արտահոսքի արագության հաշվարկի վրա։.
Ստանդարտը տրամադրում է հավասարումը:
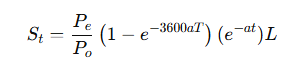
Այս հարաբերությունը երաշխավորում է, որ հաշվարկված իրական արտահոսքի արագությունը մնում է պահպանողական՝ ներառելով ներքին անվտանգության գործակից կարևոր բաղադրիչների համար։.
Երբ սարքը հնարավոր է լցնել հելիումով մինչև կնքումը, Բ մեթոդը ապահովում է ավելի ուղիղ աշխատանքային հոսք։ Մասը լցվում է հայտնի ճնշմամբ, կնքվում է և փորձարկվում նույն ներսից-արտաքին պայմաններում, ինչպես Ա մեթոդում։ Քանի որ ոչ մի բոմբինգ չի կատարվում, հաշվարկը հանում է նախորդ հավասարման առաջին փակագիծը։
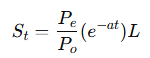
Քանի որ ներքին ճնշումը հայտնի է, մեթոդ B-ն հաճախ թույլ է տալիս ավելի խիստ որակի վերահսկողություն և ավելի արագ ցիկլային ժամանակներ։.