Phương pháp bơm khí được áp dụng khi không thể nạp khí trực tiếp vào bên trong. Các bộ phận đã được niêm phong sẽ được đặt trong buồng áp suất heli trong một khoảng thời gian đã định trước. Thời gian bơm khí, áp suất và thời gian giữ áp suất có ảnh hưởng trực tiếp đến độ nhạy. Việc kiểm soát không chặt chẽ có thể dẫn đến kết quả không nhất quán, do đó, phương pháp tốt nhất là chuẩn hóa các giá trị này giữa các lô sản phẩm.
Sau khi bơm khí, nhân viên vận hành phải loại bỏ khí heli bám trên bề mặt bằng cách xả khí nitơ hoặc sấy khô có kiểm soát. Bước này giúp ngăn chặn khí heli bám dính tạo ra tín hiệu nền trên bộ dò. Sau khi được làm sạch, các bộ phận được đặt vào buồng thử nghiệm để tiến hành đo đạc. Các kỹ sư ghi lại tốc độ rò rỉ được hiển thị và khoảng thời gian trôi qua từ khi bơm khí đến khi thử nghiệm, vì những yếu tố này ảnh hưởng đến việc tính toán tốc độ rò rỉ thực tế.
Tiêu chuẩn đưa ra phương trình:
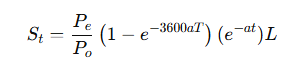
Mối quan hệ này đảm bảo rằng tỷ lệ rò rỉ thực tế được tính toán vẫn ở mức thận trọng, đồng thời tích hợp sẵn hệ số an toàn cho các bộ phận quan trọng.
Khi thiết bị có thể được nạp khí heli trước khi niêm phong, Phương pháp B mang lại quy trình làm việc trực tiếp hơn. Chi tiết được nạp khí ở áp suất đã biết, sau đó được niêm phong và kiểm tra trong cùng điều kiện “từ trong ra ngoài” như Phương pháp A. Do không xảy ra hiện tượng “bombing”, nên trong phép tính sẽ loại bỏ ngoặc đơn đầu tiên trong phương trình trước đó:
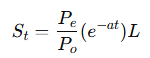
Do đã biết áp suất bên trong, Phương pháp B thường giúp kiểm soát chất lượng chặt chẽ hơn và rút ngắn thời gian chu kỳ.